Instruções para impressão com a impressora 3D Smart Maker do LaR.
- Introdução
- Instalação do Simplify3D No linux
- Exemplo: Imprimindo uma peça
- Vocabulário
- Modelagem
- Configurações Adicionais
Caso você não seja habituado com alguns jargões de impressão 3D, veja a seção de vocabulário. Como no laboratório têmos apenas filamento ABS, então iremos pressupor SEMPRE o uso do ABS no manual. No entanto, os arquivos de configuração para PLA fonecidos pelo fabricante podem ser encontrados neste repositório.
- Este manual prevê o uso de ABS.
- Temperatura da extrusora: 230 graus
- Temperatura da mesa: 110 graus
Configurações prontas para os respectivos Slicers podem ser encontradas nas pastas /Simplify3DConfig e /CuraConfig. A vantagem do Cura se deve ao fato de ser gratuito. Neste README focaremos com o uso do Simplify3D, no entanto os arquivos de configuração fornecidos pelo fabricante para usar o Cura se encontram neste repositório.
Para instalar o Simplify3D (Slicer recomendado além do Cura) acesse aqui e siga as instruções do README (disponível para membros do Time do LaR no GitHub).
Na pasta Example há um arquivo cilindro.STL, que é um cilindro com diâmetro de 10mm e 5mm de altura. Iremos gerar o .gcode a partir dele utilizando o Simplify3D. Neste caso iremos realizar a impressão a partir do computador. Caso prefira, há a versão deste tutorial em forma de video, clique aqui para vê-lo.
Caso queira imprimir utilizando o cartão de memória, basta lembrar que o mesmo deve estar formatado com o cluster FAT32.
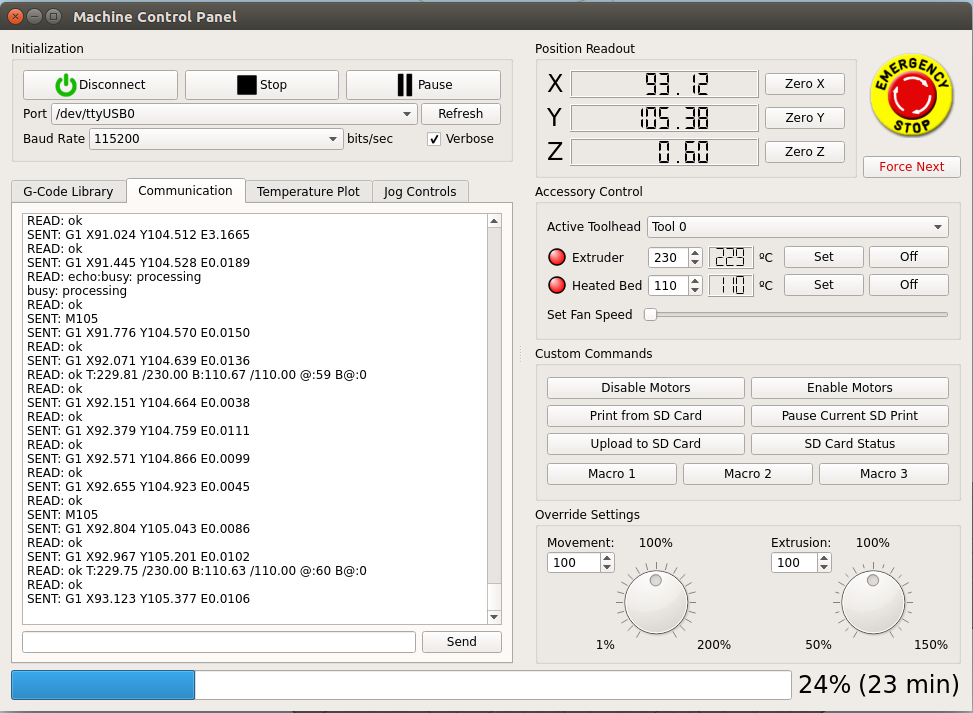
Caso queira imprimir conectado ao computador é necessário liberar os direitos da porta:
$ sudo chmod 666 /dev/ttyUSB0
ou
$ sudo chmod 666 /dev/ttyACM0
Após isso, basta escolher o baudrate 115200 e clicar em connect.
Um exemplo de como deve ficar o painel:
- ABS = filamento
- PLA = filamento
- Extrusora = componente que realiza o depósito do filamento (polímero)
- Nozzle = bico da extrusora
- Slicer = fatiador para gerar o arquivo
.gcode - Skirt = saia
- Raft =
Caso queira modelar alguma peça que envolva furo/corte/encaixe, uma dica extremamente importante é dar um offset em ambas as peças.
Na peça "macho" 0.6mm maior.
Na peça "fêmea" 0.6mm menor.
Onde 0.6mm é o tamanho do nozzle.
Adicionar Skirt para expelir o filamento não desejado no início da impressão